Scopri la nostra pagina interna
Testo bello per la pgain interna
Scopri il ciclo di produzioneNemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed quia consequuntur magni dolores eos qui ratione voluptatem sequi nesciunt.
Durante questa fase i filati acquistati vengono analizzati effettuando delle campionature.
Ciò ci garantisce l’assoluta qualità ed efficienza della materia prima, verificando che i dati dei test effettuati dal fornitore siano conformi al prodotto ricevuto.
Questa verifica è di grande importanza, perché in caso di non conformità del prodotto, la merce verrà resa al fornitore, evitando possibili inefficienze sul prodotto finale.
Una volta collaudati, i filati, sottoposti ad un controllo elettronico, vengono
posizionati su una CANTRA e successivamente convogliati sulle bobine del telaio
senza nodo.
Durante questa fase, i filati sono sottoposti ad un controllo elettronico,
programmato per verificare la corretta numerazione dei fili e per interrompersi in
caso di anomalie.

Le dimensioni della maglia e la grammatura della rete senza nodo possono essere prodotte su richiesta.
La tessitura della rete senza nodo può essere effettuata a 2 a 4 o a 6 barre.
In più, su richiesta, il bordo del panno prodotto può essere realizzato con la settima ottava, per rendere la maglia a bordo pulito.
Durante la tessitura della rete senza nodo, i telai sono dotati di sistemi automatici di controllo, che garantiscono la produzione di reti senza imperfezioni con maglie precisamente concatenate.

In questa fase la rete viene messa in tensione e trattata termicamente attraverso un
forno, garantendo la stabilizzazione della misura della maglia.

La rete stabilizzata viene successivamente tinta, tra più di 120 differenti tipologie di
colorazione, a descrizione del cliente.
Inoltre, l’installazione di un nuovo impianto termo regolabile, garantisce l’uniformità cromatica su
tutta la pezza. Con un adeguato processo, il colore viene assorbito interamente dalle fibre, rendendo la
pigmentazione stabile e duratura nel tempo.

La fase di Asciugatura avviene all’ interno di un forno dove l’aria calda viene
convogliata verso la rete asciugandola in modo uniforme.
L’ Asciugatura viene effettuata con la rete in tensione, distesa uniformemente, ciò
favorisce sia lo stoccaggio che la disposizione ordinata della rete in magazzino,
garantendone un facile e pronto utilizzo.

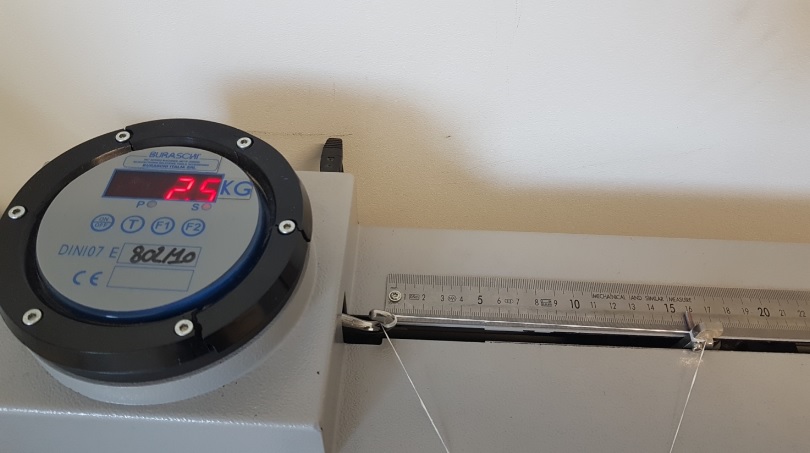
Al termine del nostro processo produttivo, le reti vengono testate per verificare che siano conformi alle specifiche che il cliente richiede. Vengono testati carico di rottura e allungamento. Oltre a questi valori registriamo anche le dimensioni della maglia e il titolo, così da ampliare il nostro data base di dati, che contribuisce ad ampliare la nostra conoscenza sul comportamento delle reti.
Dopo aver verificato la qualità del prodotto, procediamo all’imballaggio che viene eseguito in scatole, in balle o in bancali a seconda delle dimensioni del prodotto da spedire. Per le balle di rete di grosse dimensioni, viene utilizzata una pressa che confeziona la rete ottimizzando gli spazi rendendo il trasporto e lo stoccaggio più agevole.
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed quia consequuntur magni dolores eos qui ratione voluptatem sequi nesciunt.
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit.
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed quia consequuntur magni dolores eos qui ratione voluptatem sequi nesciunt.
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit.

Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit, sed quia consequuntur magni dolores eos qui ratione voluptatem sequi nesciunt.
Nemo enim ipsam voluptatem quia voluptas sit aspernatur aut odit aut fugit.

La messa in quadro della rete prevede il taglio della pezza di rete e la cucitura di più lembi.
Il risultato finale, è una parete verticale messa in quadro, dell’altezza definita dal cliente. Ovviamente durante la realizzazione teniamo conto degli imbandi che ci serviranno per la corretta costruzione della gabbia.
La rete messa in auadro favorisce un miglior ricircoloi dell’acqua e a sua volta favorisce l’ossigenazione dei pesci allevati. Maggiore ossigenazione è sinonimo di salute per i pesci!

Orditura consiste, nell’ operazione di disporre l’uno vicino all’ altro, svolgendo dai rispettivi rocchetti, tutti i fili necessari per formare l’ordito e nell’ avvolgerli sul subbio destinato al telaio.
Durante l’orditura è fondamentale controllare la tensione dei filati, in modo da garantire l’omogeneità di tutto il fascio dei fili.
É sufficiente una variazione di tensione tra i vari fili per perturbare la tessitura e generare difetti talvolta irreversibili. Anche per questo motivo è indispensabile rivolgersi a professionisti del settore, dalla lunga esperienza, in grado di operare al meglio durante il processo di orditura dei filati.
Punto di forza dei nostri orditoi sono il controllo laser conta i numero di fili orditi e che interrompe l’orditura al verificarsi dell’assenza di un singolo filato, garantendo in questo modo il corretto numero di fili orditi.

La Mediterranea Reti srl produce nel proprio stabilimento in Italia, il 100% delle reti utilizzate nel settore dell’Acquacoltura. Il controllo continuo del processo produttivo e l’utilizzo di materiali di qualità, garantiscono prodotti che soddisfano gli elevati standard di qualità richiesti dal settore.
I telai, dotati di sistemi di controllo automatici, garantiscono la produzione di reti senza imperfezioni con maglie perfettamente omogenee.

La messa in quadro della rete viene effettuata dal nostro personale specializzato.
La rete messa in quadro viene utilizzata sulle pareti verticali di tutte le gabbie prodotte nel nostro stabilimento.
Lo staff della Mediterranea Reti S.r.l. è in grado di realizzare la messa in quadro delle reti in qualsiasi dimensione richiesta dal cliente.
Fondamentale in questo passaggio sono la corretta determinazione delle misure per effettuare i tagli. Misure che devono tenere conto delle percentuali di ritiro dovute all’assemblaggio da effettuare, e agli imbandi da generare nei punti dove la gabbia subirà le maggiori sollecitazioni, così che le forze in gioco si scarichino sulla struttura costituita dalle corde e non sulla rete.
Utilizzando il sito, accetti l'utilizzo dei cookie da parte nostra. maggiori informazioni
Questo sito utilizza i cookie per fornire la migliore esperienza di navigazione possibile. Continuando a utilizzare questo sito senza modificare le impostazioni dei cookie o cliccando su "Accetta" permetti il loro utilizzo.